
There is a unique paradox sitting at the heart of how the mining industry evaluates its projects. It’s called the Inferred Resource—now you see it, now you don’t.
A company can publish a Preliminary Economic Assessment (PEA) showing a mine life, a robust internal rate of return, and a strong net present value. That study can be based on mineral resources that regulators consider too geologically uncertain to support a production decision. These are the infamous Inferred resources: tonnes, grades, and dollars in the economic model, yet with a classification that effectively flags them as educated guesses. The PEA rules permit their inclusion because early-stage projects need a way to test whether chasing more resource certainty is worth the additional cost.
The paradox occurs when that same project advances to the pre-feasibility (PFS) or feasibility (FS) stage. Suddenly the Inferred ore tonnes are gone; they are now waste rock. The mine plan must be based on more certain Measured and Indicated resources. Theoretically, the life-of-mine production profile that looked compelling in the PEA may now shrink—so the NPV and IRR might shrink too. Nothing has gone wrong in any technical sense. The project simply requires a higher standard of certainty now.
Potentially, some investors who focused on the PEA economics may feel the subsequent feasibility study is a disappointment (especially if costs have also escalated). They’ll say the PEA is garbage. In reality, the project has moved from an aspirational study (i.e., the PEA) toward a bank-financeable study. To compensate for the loss of Inferred material, companies will rely of step out drilling to grow the resource to maintain size.
What Are Inferred Resources?
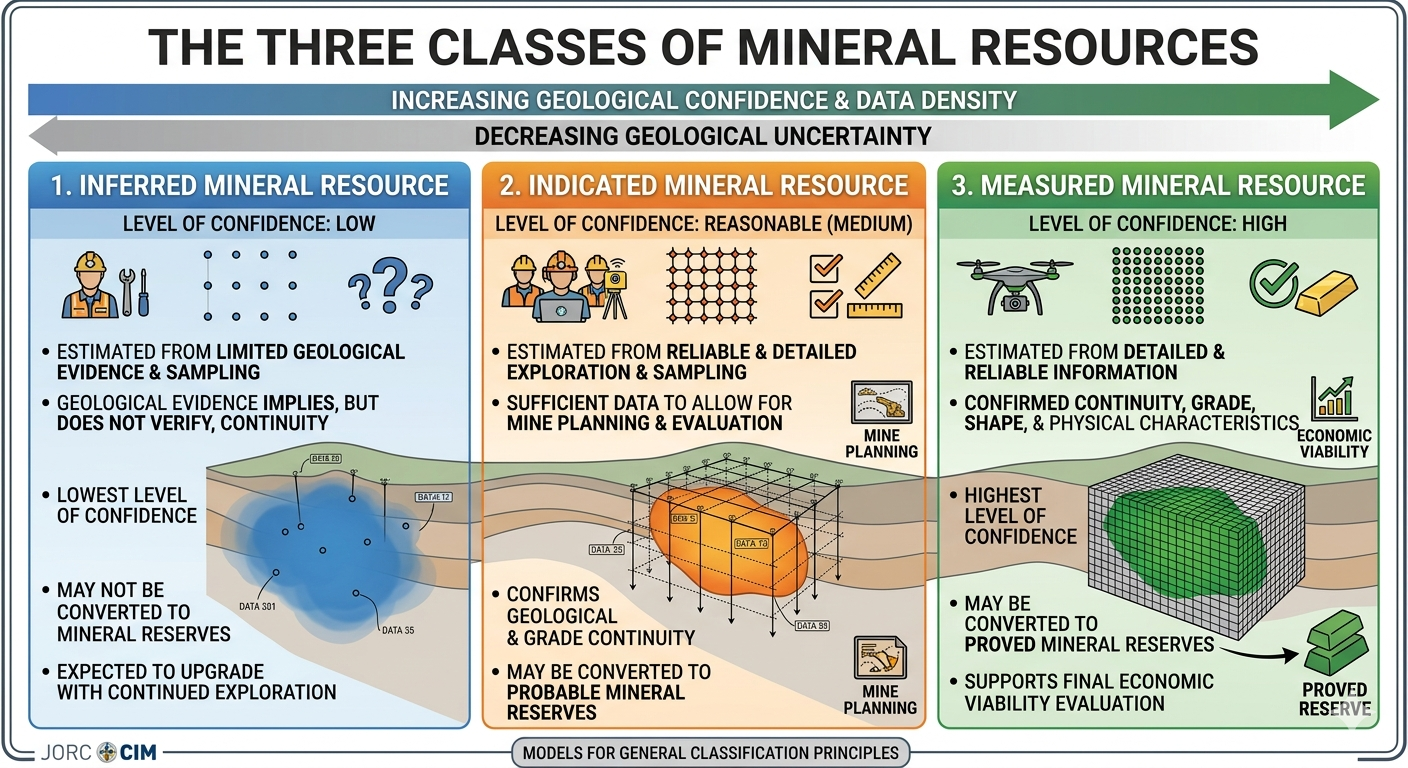 Inferred resources represent the lowest confidence category of mineral resources; typically estimated in zones with limited sampling and unconfirmed geological continuity. They carry the highest geological uncertainty of the three resource categories.
Inferred resources represent the lowest confidence category of mineral resources; typically estimated in zones with limited sampling and unconfirmed geological continuity. They carry the highest geological uncertainty of the three resource categories.
In Preliminary Economic Assessments (PEAs), Inferred resources are allowed—but only under certain conditions:
-
They can be included in mine plans and economic models, which is the reason PEAs exist: to allow early-stage projects to test economic viability using all available resource data.
-
However, any PEA that includes Inferred resources cannot be used to support a production decision and must carry prominent cautionary language. Under NI 43-101, the technical report must explicitly state that the PEA is preliminary in nature, that Inferred resources are too speculative geologically to have economic considerations applied, and that there is no certainty the PEA will be realized. (It seems a PEA without Inferred resources can be used to support a production decision.)
-
Inferred tonnes are routinely used to extend mine life or improve project economics in PEA studies. Investors must understand this risk and should examine the proportion of mined tonnage that is classified as Inferred. This breakdown is normally presented in the Technical Report.
Conversely, in Pre-Feasibility Studies (PFS) and Feasibility Studies (FS), the rules for Inferred material are different:
-
Inferred resources cannot be included in mineral reserve estimates or in the economic analysis underpinning a PFS or FS. Inferred “ore” is treated as waste rock.
-
Only Indicated and Measured resources can be converted to Probable and Proven mineral reserves.
-
Including Inferred material in a PFS mine plan would typically disqualify the study from being used for project financing or a production decision.
-
Some companies might include Inferred material in a PFS as “upside” or as a sensitivity case, but that analysis must be clearly distinguished from the base case.
The resource upgrade requirement (from Inferred to Indicated) creates some interesting dynamics:
-
Companies may need additional funds to drill sufficiently to upgrade the resource before advancing to the PFS/FS stage. The cost and time for this infill drilling can be a major driver of exploration spending and can delay project timelines. Mining projects can take a long time to develop, and this is one reason why.
-
Companies will look at ways to compensate for the Inferred material deduction. Cutoff grade changes and step out drilling are ways to mitigate this impact.
-
A large Inferred resource that cannot be upgraded without great cost (due to depth, remoteness, or lack of ore-zone continuity) can permanently stall a project at the PEA stage. Hence, one may see multiple PEAs completed on the same project (i.e., the PEA loop).
-
In closing, the peculiarity of the Inferred resource is that it is essentially a tiered permission structure. Inferred resources are useful for early economic screening, but they must be converted to higher-confidence categories before they can support a bankable study or project debt financing.
Permitting via a PEA
 Companies sometimes will commence the permitting process based on their PEA study. There are some risks to doing this, and the Inferred resource creates one of these risks.
Companies sometimes will commence the permitting process based on their PEA study. There are some risks to doing this, and the Inferred resource creates one of these risks.
With limited capital, a junior miner may not be able to afford the $5–20 million cost of a full feasibility study before determining whether a project is even permittable. A PEA, costing a fraction of a FS, can provide enough technical substance to engage regulators and begin the environmental baseline work that must precede any formal permit application.
Baseline studies for hydrology, ecology, and air quality typically require two to three years of data collection. So starting early makes sense, even with only a PEA-level project layout in hand.
Permitting and ongoing technical study work will run in parallel on most projects. Waiting for a completed FS before starting permitting would add years to the project timeline. Companies routinely will concurrently advance environmental impact assessments, indigenous consultation, and baseline data collection with subsequent PFS and FS work.
Jurisdiction may play a role too. Some areas are more receptive to early-stage permitting engagement. Other permitting processes may be more rigorous such that operators want at least a PFS in hand before committing to a full EIA process.
Now, with respect to the Inferred resource, the risk is that a project permitted around a PEA-scale footprint may shrink in size at the feasibility stage. Some reasons for this size reduction will be discussed in a future blog post, as well as the ways companies avoid this with ever increasing ore tonnage. Project shrinkage can result in a company acquiring permits and bonding for a proposed mine plan that no longer exists.
How Can Inferred Resources Affect Permitting
 Let us examine some specific aspects of permitting that can be influenced by Inferred resources.
Let us examine some specific aspects of permitting that can be influenced by Inferred resources.
1. Project Footprint and Disturbance Area: Permits are issued for a defined physical footprint, consisting of pit limits, waste dumps, tailings facilities, and infrastructure corridors. If a PEA mine plan is inflated by Inferred tonnes and defines a large footprint versus the feasibility study, the company faces a choice:
(a) Permit the smaller FS footprint and risk under-permitting if Inferred is later upgraded. Requesting future permit modification for a suddenly larger project is sometimes viewed by regulators as “permitting by stealth”.
(b) Permit the larger PEA footprint to provide flexibility, which may trigger more extensive environmental review and higher bonding requirements.
2. Environmental Impact Assessment (EIA) Scope & Cost: A mine plan that includes Inferred material:
– May define a larger disturbance envelope, larger waste dumps, larger tailings facility, all of which require assessment of broader habitat, hydrology, and community impacts. Perhaps the project must advance into a new watershed. This can add permitting cost and time. If the Inferred material is later excluded, the assessment work may have been unnecessarily extensive.
3. Tailings and Waste Facility Sizing: Tailings storage facilities (TSFs) and waste rock dumps are sized to the life-of-mine tonnage. Inferred tonnes included in a PEA can drive facility sizing significantly. Permitting a TSF for a larger tonnage is:
– More difficult and time-consuming to obtain if the height and footprint increase
– Will be subject to more rigorous dam safety and closure review- However this could be potentially beneficial if the Inferred resource is later confirmed during mining
Conversely, I have seen situations where permitting was done on the pre-feasibility level design, thereby excluding Inferred ore from the plan. The operability of a planned co-disposal waste facility relied on relative ratios of clean waste rock, acid generating rock, and tailings. During production, the conversion of Inferred material from “waste” to “ore” would mean more tailings, less waste rock, and could shift the required material balance for co-disposal in a negative way. Permitting based on a PEA might make more sense here.
4. Financial Assurance and Reclamation Bonding: Regulators require bonds or financial assurances sized to the cost of full site reclamation. A larger mine footprint driven by Inferred tonnes means:
– Higher bonding requirements
– Larger financial burden on the company during the project development phase
– Potential difficulty for junior companies in securing bonds for Inferred-inflated footprints that have not been proven out yet.
5. Water Licences and Discharge Permits: Water use and discharge volumes scale with throughput and mine life. A longer mine life driven by Inferred tonnes may require expanded water licences. If those tonnes are later excluded, the licence may be oversized. Keep in mind that obtaining an amendment to increase a water licence later can be harder than acquiring a larger one initially, so there is a trade-off here.
6. Indigenous and Community Consultation: In jurisdictions with consultation requirements (Canada’s duty to consult, FPIC principles, etc.), the scope of consultation is tied to the project’s impact footprint and duration. A mine life extended by Inferred tonnes:
– Triggers consultation over a longer operational period
– May affect benefit agreement negotiations (royalties, employment commitments) tied to mine life or total tonnage
– If mine life subsequently shrinks at FS stage, it can create credibility and trust issues with communities who were counting on a longer mine life.
In closing, personally I feel that project proponents should try to permit to a footprint somewhat larger than the Pre-Feasibility base case to preserve operation flexibility. For more on the benefits of flexibility, see the blog post “Mining’s Obsession with Optimization – Good or Bad”.
Conclusion
 Inferred resources present a unique paradox; they can and can’t be used in mining economic analysis. They can be used to examine project viability but can’t be used to make a production decision.
Inferred resources present a unique paradox; they can and can’t be used in mining economic analysis. They can be used to examine project viability but can’t be used to make a production decision.
The manner in which Inferred resources are viewed can also affect permitting. Although they don’t directly enter the regulatory process, they can shape the physical parameters of the mine plan that regulators will evaluate.
Even if a company grows the resource size between the PEA and PFS, there will still be a component of Inferred material within the PFS mine design that might be considered real tonnage or not.
Getting the permitted footprint right relative to the eventual resource confidence level is an underappreciated skill in project development. Each mining project is unique, and there is no easy one-size fits all solution when considering the impact of Inferred resources on project development.


 Junior mining companies and Tech Startups share numerous similarities, although they operate in very different worlds. The following comments should recognize that junior mining ecosystem has been around for generations, long before the birth of tech ecosystems.
Junior mining companies and Tech Startups share numerous similarities, although they operate in very different worlds. The following comments should recognize that junior mining ecosystem has been around for generations, long before the birth of tech ecosystems. Exploration spending shares some of the same characteristics of more commonly R&D.
Exploration spending shares some of the same characteristics of more commonly R&D.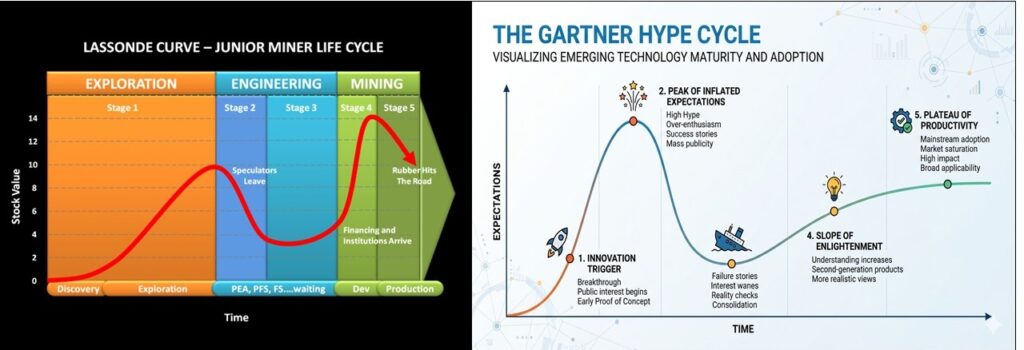
 Another similarity between junior mining and tech world is in the way early-stage viability is assessed. This is required to decide whether millions of dollars of further investment is warranted. Miners will complete a PEA. Startups will complete Product-Market Fit research.
Another similarity between junior mining and tech world is in the way early-stage viability is assessed. This is required to decide whether millions of dollars of further investment is warranted. Miners will complete a PEA. Startups will complete Product-Market Fit research.
 So, you just completed your initial PEA cashflow model and the resulting NPV and IRR are a little disappointing. They are not what everyone was expecting. They don’t meet the ideal targets of an IRR greater than 30% and an NPV that is more than 2x the initial capital cost. The project could now be on life support in the eyes of some.
So, you just completed your initial PEA cashflow model and the resulting NPV and IRR are a little disappointing. They are not what everyone was expecting. They don’t meet the ideal targets of an IRR greater than 30% and an NPV that is more than 2x the initial capital cost. The project could now be on life support in the eyes of some. The discounting of cashflows in a cashflow model means that up-front revenues and costs have a bigger impact on the final economics than those far off in the future. This effect is amplified at higher discount rates.
The discounting of cashflows in a cashflow model means that up-front revenues and costs have a bigger impact on the final economics than those far off in the future. This effect is amplified at higher discount rates. ake to the cashflow model. Sometimes several of the small ones, when compounded together, will result in a significant impact. Here are some of the other cashflow model adjustments that I have seen.
ake to the cashflow model. Sometimes several of the small ones, when compounded together, will result in a significant impact. Here are some of the other cashflow model adjustments that I have seen. Don’t let a disappointing NPV get you down. There may be a few ways to boost the NPV by applying some common practices. However, if after applying all of these adjustments, the NPV still isn’t great, something bigger may be required. That could be an entire project scope re-think.
Don’t let a disappointing NPV get you down. There may be a few ways to boost the NPV by applying some common practices. However, if after applying all of these adjustments, the NPV still isn’t great, something bigger may be required. That could be an entire project scope re-think.
 Two dilution approaches are common. One can either construct a diluted block model; or one can apply dilution afterwards in the production schedule. I have used both approaches at different times.
Two dilution approaches are common. One can either construct a diluted block model; or one can apply dilution afterwards in the production schedule. I have used both approaches at different times. Sometimes lower grade stockpiles are built up by the mine each year but only processed at the end of the mine life. Periodically the ore mining rate may exceed the processing rate and other times it may be less. This is where the stockpile provides its service, smoothing the ore delivery to the plant.
Sometimes lower grade stockpiles are built up by the mine each year but only processed at the end of the mine life. Periodically the ore mining rate may exceed the processing rate and other times it may be less. This is where the stockpile provides its service, smoothing the ore delivery to the plant. Once the schedules are finalized, they are normally reviewed by the client for approval. The strip ratio and ore grade profile by date are of interest. One may then be asked to look to at different stockpiling approaches to see if an NPV (i.e. head grade) improvement is possible.
Once the schedules are finalized, they are normally reviewed by the client for approval. The strip ratio and ore grade profile by date are of interest. One may then be asked to look to at different stockpiling approaches to see if an NPV (i.e. head grade) improvement is possible.
 The last task for the mine engineer in Chapter 16 is estimating the open pit equipment fleet and manpower needs. The capital and operating costs for the mining operation will also be calculated as part of this work, but the costs are only presented in Chapter 21.
The last task for the mine engineer in Chapter 16 is estimating the open pit equipment fleet and manpower needs. The capital and operating costs for the mining operation will also be calculated as part of this work, but the costs are only presented in Chapter 21.
 The support equipment needs (dozers, graders, pickups, mechanics trucks, etc.) are typically fixed. For example, 2 graders per year regardless if the annual tonnages mined fluctuate.
The support equipment needs (dozers, graders, pickups, mechanics trucks, etc.) are typically fixed. For example, 2 graders per year regardless if the annual tonnages mined fluctuate. These two blog posts hopefully give an overview of some of the things that mining engineers do as part of their jobs. Hopefully the posts also shed light on the amount of work that goes into Chapter 16 of a 43-101 report. While that chapter may not seem that long compared to some of the others, a lot of the effort is behind the scenes.
These two blog posts hopefully give an overview of some of the things that mining engineers do as part of their jobs. Hopefully the posts also shed light on the amount of work that goes into Chapter 16 of a 43-101 report. While that chapter may not seem that long compared to some of the others, a lot of the effort is behind the scenes.
 So I thought what better way to explain the mining engineer role than by describing the anatomy of a typical Chapter 16 (MINING) in a 43-101 Technical Report. That chapter is a good example of the range of tasks typically undertaken by mining engineers.
So I thought what better way to explain the mining engineer role than by describing the anatomy of a typical Chapter 16 (MINING) in a 43-101 Technical Report. That chapter is a good example of the range of tasks typically undertaken by mining engineers.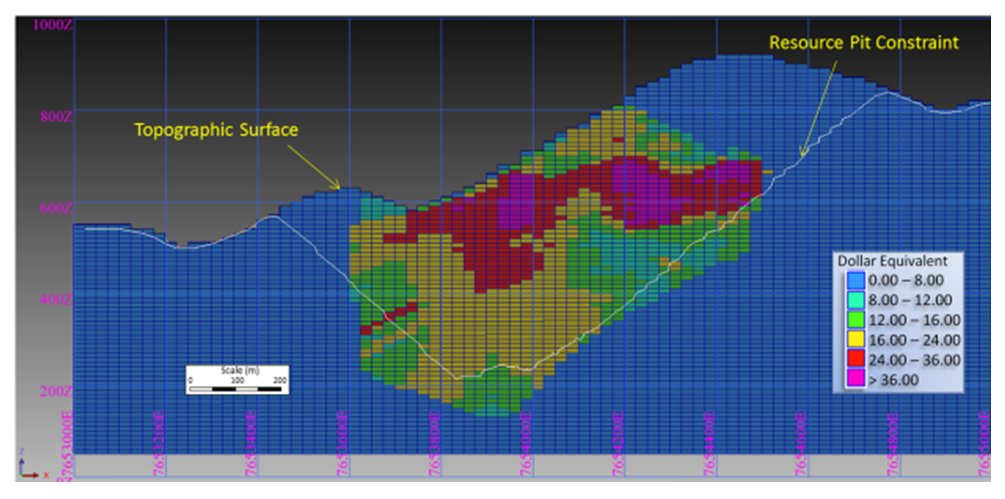 There is always a mineral resource estimate available before doing a PEA. The way the resource is reported will indicate what type of mine this likely is. The geologists have already done some of the mining engineer’s work.
There is always a mineral resource estimate available before doing a PEA. The way the resource is reported will indicate what type of mine this likely is. The geologists have already done some of the mining engineer’s work. Before starting pit optimization, we require economic inputs from several people. The base case metal prices must be selected (normally with input from the client). The mining operating cost per tonne must be estimated (by the mining engineer). The processing engineers will provide the processing cost and recovery for each ore type.
Before starting pit optimization, we require economic inputs from several people. The base case metal prices must be selected (normally with input from the client). The mining operating cost per tonne must be estimated (by the mining engineer). The processing engineers will provide the processing cost and recovery for each ore type. Once the optimization is run, a series of nested pit shells are created, each with its own tonnes and grade. These shells are compared for incremental strip ratio, incremental head grade, total tonnes, and contained metal.
Once the optimization is run, a series of nested pit shells are created, each with its own tonnes and grade. These shells are compared for incremental strip ratio, incremental head grade, total tonnes, and contained metal. The mining engineer is now ready to undertake the pit design. The pit design step introduces a benched slope profile, smooths out the pit shape, and adds haulroads. Hence a couple of key input parameters are required at this time. The mining engineer will need to know the geotechnical pit slope criteria and the truck size & haul road widths. Let’s look at both of these.
The mining engineer is now ready to undertake the pit design. The pit design step introduces a benched slope profile, smooths out the pit shape, and adds haulroads. Hence a couple of key input parameters are required at this time. The mining engineer will need to know the geotechnical pit slope criteria and the truck size & haul road widths. Let’s look at both of these.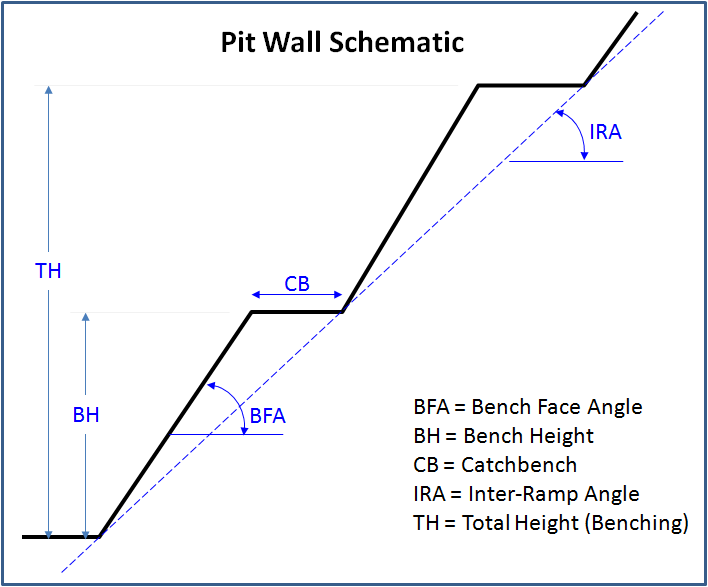
 Ramps: Next the mining engineer needs to select the truck size, even though the production schedule has not yet been created.
Ramps: Next the mining engineer needs to select the truck size, even though the production schedule has not yet been created. This ends Part 1. In Part 2 we will discuss the mining engineer’s next tasks; production scheduling; waste dump design; and equipment selection. The mining engineer QP will sign off and take responsibility for all the mine design work done so far. You can read Part 2 at this link “
This ends Part 1. In Part 2 we will discuss the mining engineer’s next tasks; production scheduling; waste dump design; and equipment selection. The mining engineer QP will sign off and take responsibility for all the mine design work done so far. You can read Part 2 at this link “
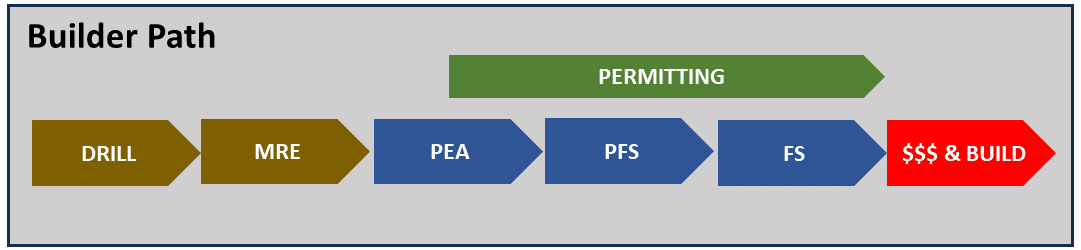





 If an engineer understands that a Mine Builder’s project will move from PEA to PFS to FS in rapid succession, then there is more incentive to ensure each study is somewhat integrated.
If an engineer understands that a Mine Builder’s project will move from PEA to PFS to FS in rapid succession, then there is more incentive to ensure each study is somewhat integrated. As an engineer, it is helpful to understand the objectives of the project owner and then tailor the technical studies to meet those objectives. This does not mean low balling costs to make the study a promotional tool. It means focusing on what is important. It means recognizing the path, and what doesn’t need to be engineered in detail at this time. This may save the client time, money, and improve credibility in the long run.
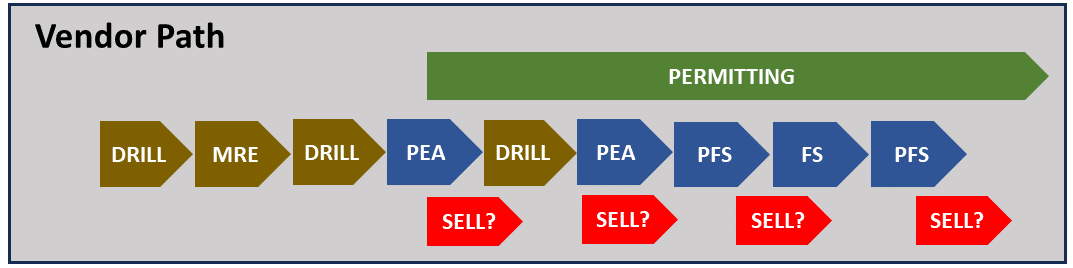
As an engineer, it is helpful to understand the objectives of the project owner and then tailor the technical studies to meet those objectives. This does not mean low balling costs to make the study a promotional tool. It means focusing on what is important. It means recognizing the path, and what doesn’t need to be engineered in detail at this time. This may save the client time, money, and improve credibility in the long run. This post is just a brief discussion of mining project timelines. For those interested, there a few additional project timelines for curiosity purposes. Each path is unique because no two mining projects are the same. You can find these examples at this link “
This post is just a brief discussion of mining project timelines. For those interested, there a few additional project timelines for curiosity purposes. Each path is unique because no two mining projects are the same. You can find these examples at this link “
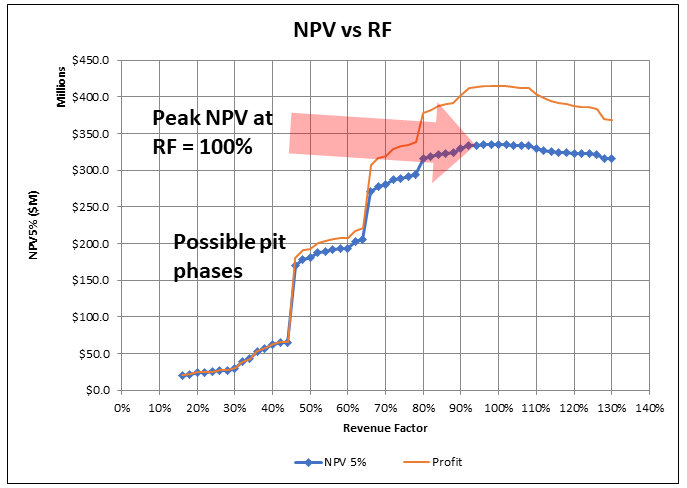 Often in 43-101 technical reports, when it comes to pit optimization, one is presented with the basic “NPV vs Revenue Factor (RF)” curve. That’s it.
Often in 43-101 technical reports, when it comes to pit optimization, one is presented with the basic “NPV vs Revenue Factor (RF)” curve. That’s it.
 Pit optimization is a approximation process, as I outlined in a prior post titled “
Pit optimization is a approximation process, as I outlined in a prior post titled “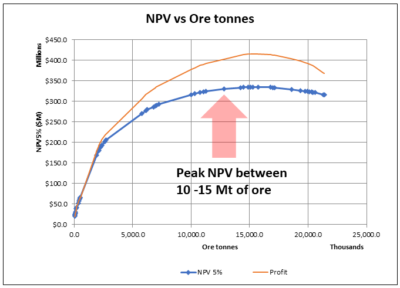







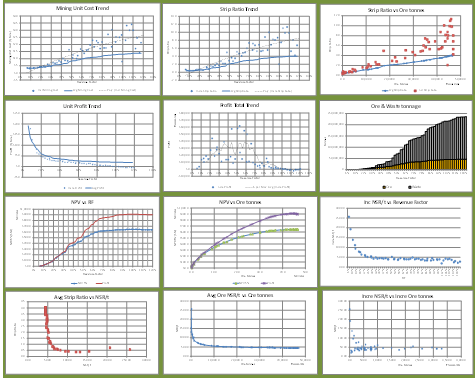 It’s always a good idea to drill down deeper into the optimization output data, even if you don’t intend to present that analysis in a final report. It will help develop an understanding of the nature of the orebody.
It’s always a good idea to drill down deeper into the optimization output data, even if you don’t intend to present that analysis in a final report. It will help develop an understanding of the nature of the orebody.
 While waiting for various third-party due diligences to be completed, the company continue to do exploration drilling. There were still a lot of untested showings on the property and geologists need to stay busy.
While waiting for various third-party due diligences to be completed, the company continue to do exploration drilling. There were still a lot of untested showings on the property and geologists need to stay busy.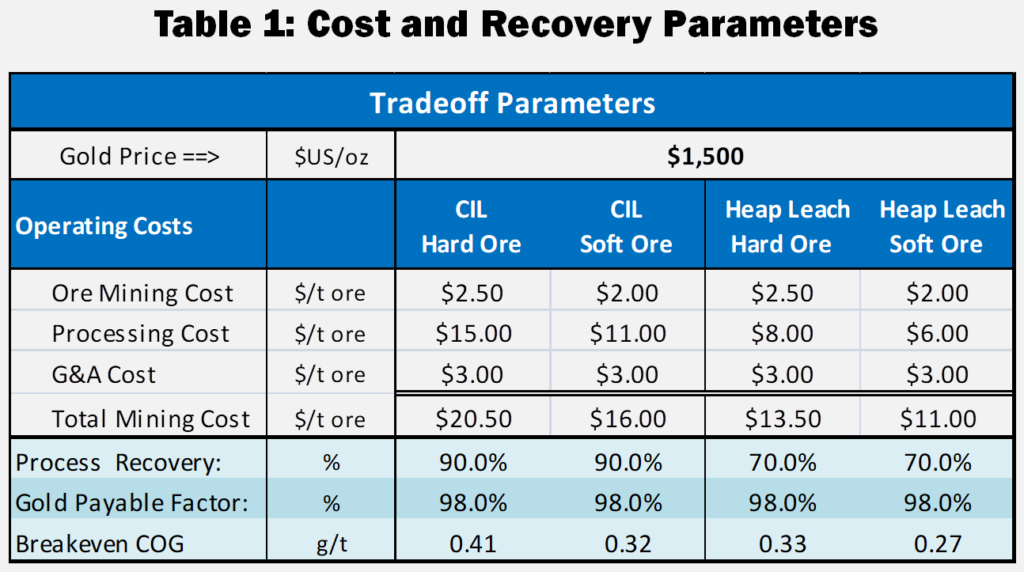 With regards to the Heap Leach PEA, we did not wish to complicate the Feasibility Study by adding a new feed supply to that plant from mixed CIL/HL pits. The heap leach project was therefore considered as a separate satellite operation.
With regards to the Heap Leach PEA, we did not wish to complicate the Feasibility Study by adding a new feed supply to that plant from mixed CIL/HL pits. The heap leach project was therefore considered as a separate satellite operation.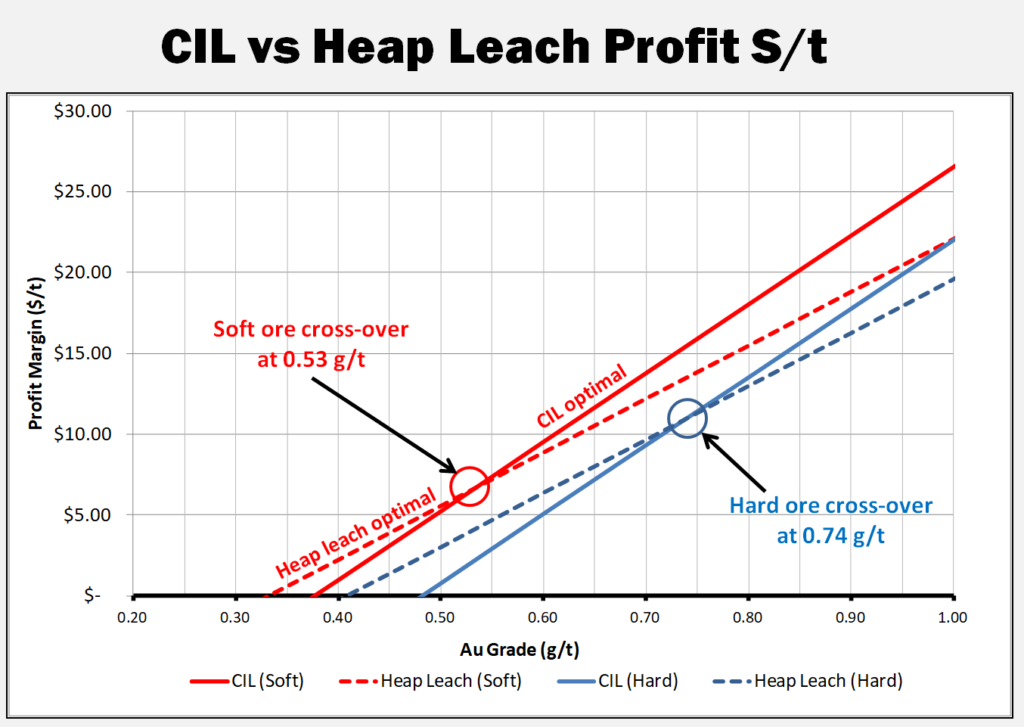 I have updated and simplified the trade-off analysis for this blog. Table 1 provides the costs and recoveries used herein, including increasing the gold price to $1500/oz.
I have updated and simplified the trade-off analysis for this blog. Table 1 provides the costs and recoveries used herein, including increasing the gold price to $1500/oz.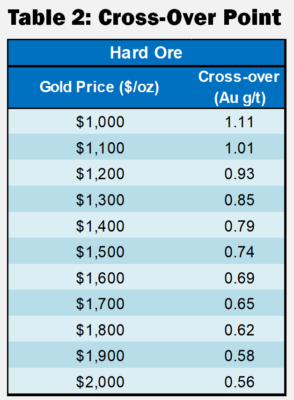 These cross-over points described in Table 2 are relevant only for the costs shown in Table 1 and will be different for each project.
These cross-over points described in Table 2 are relevant only for the costs shown in Table 1 and will be different for each project.
 Perhaps with technology, like Zoom, one can replicate the personal feel of a trade show booth. One can still have back and forth conversations with investors rather than just doing lecture style webinars.
Perhaps with technology, like Zoom, one can replicate the personal feel of a trade show booth. One can still have back and forth conversations with investors rather than just doing lecture style webinars. Management teams should introduce more than just the CEO or COO. Include VP’s of geology, engineering, corporate development, from time to time. Don’t hesitate to let the public meet more of your team. Trade show booths are often manned by different team members.
Management teams should introduce more than just the CEO or COO. Include VP’s of geology, engineering, corporate development, from time to time. Don’t hesitate to let the public meet more of your team. Trade show booths are often manned by different team members. Better communication with investors can increase confidence in a management team. Although some investors may not enjoy technical discussions, I think there is a subset that will find them very helpful and interesting. There will likely be an audience out there.
Better communication with investors can increase confidence in a management team. Although some investors may not enjoy technical discussions, I think there is a subset that will find them very helpful and interesting. There will likely be an audience out there. As an aside, if you are using Zoom make sure the host has configured the right settings. There are instances where anonymous participants can suddenly share their own computer screen, i.e. with questionable videos, to the group. It’s been referred to as “zoom bombing”.
As an aside, if you are using Zoom make sure the host has configured the right settings. There are instances where anonymous participants can suddenly share their own computer screen, i.e. with questionable videos, to the group. It’s been referred to as “zoom bombing”.
 On the site they have a searchable database for tax information for specific countries.
On the site they have a searchable database for tax information for specific countries.