

Part 2 of this blog post will focus on the remaining engineering work to finish Chapter 16 of the Technical Report. We only wrote about half of it in Part 1. The mining engineer can generally handle the rest of these tasks without requiring a lot of external input. You can read Part 1 at this link “The Anatomy of 43-101 Chapter 16 – Mining (Part 1)”.
The pit design and phases were completed at the end of Part 1, and we can move on to scheduling.
4. Production Scheduling
Once the pit design is complete, everyone will be calling for the production schedule as soon as possible. Others on the team are waiting for it. The tailings engineers need the production schedule for the tailings stage design. The process engineers need the scheduled head grades to finalize sizing the plant components. The client wants the schedule to plug into their internal cashflow model for a quick peek at the economics.
However, before the mine engineer can start scheduling, the dilution approach needs to be selected. Dilution is waste that is mixed in with ore during mining. A high amount of dilution can dramatically lower the processed head grades. There may be a desire to “low ball” the dilution to make the grades look better, but the engineer should base the dilution on what they would expect to see.
 Two dilution approaches are common. One can either construct a diluted block model; or one can apply dilution afterwards in the production schedule. I have used both approaches at different times.
Two dilution approaches are common. One can either construct a diluted block model; or one can apply dilution afterwards in the production schedule. I have used both approaches at different times.
The production schedule must be on a diluted basis, since that represents what the processing plant will actually see.
Generally, two different production schedules must be created: (i) a Mining schedule, and (ii) a Processing schedule. In some instances, they may be one and the same schedule. However, if any ore stockpiling is done, then the Mining schedule will be separate from the Processing schedule.
The Mining schedule shows ore going directly to the plant and ore going into the stockpiles. The Processing schedule will show ore delivered directly from the mine and ore reclaimed from stockpiles. Building stockpiles and pulling ore from stockpiles are two independent activities.
 Sometimes lower grade stockpiles are built up by the mine each year but only processed at the end of the mine life. Periodically the ore mining rate may exceed the processing rate and other times it may be less. This is where the stockpile provides its service, smoothing the ore delivery to the plant.
Sometimes lower grade stockpiles are built up by the mine each year but only processed at the end of the mine life. Periodically the ore mining rate may exceed the processing rate and other times it may be less. This is where the stockpile provides its service, smoothing the ore delivery to the plant.
Scheduling can be done with variable time periods. Perhaps the schedule is generated using monthly time periods, or quarters, or years.
The 43-101 report will normally show the annual production schedule, but that does not mean it was generated that way. I prefer to use short time periods (monthly or quarterly) for the entire mine life, to ensure ore is always available to feed the plant. A 10 year mine life would result in 120 monthly time periods, so output spreadsheets can get large.
Scheduling can be done manually (in Excel) or by using commercial software, like Datamine’s NPVS. The commercial software is better in that it allows one to run different scenarios more quickly, and it does a lot of the thinking for the engineer. It also does a good job of stockpile tracking. It also decides when it is necessary to transition to mining in satellite pits.
 Once the schedules are finalized, they are normally reviewed by the client for approval. The strip ratio and ore grade profile by date are of interest. One may then be asked to look to at different stockpiling approaches to see if an NPV (i.e. head grade) improvement is possible.
Once the schedules are finalized, they are normally reviewed by the client for approval. The strip ratio and ore grade profile by date are of interest. One may then be asked to look to at different stockpiling approaches to see if an NPV (i.e. head grade) improvement is possible.
One can stockpile lower grade ore and feed the plant with better grade by mining at a higher rate with more equipment. One might need to examine iterative schedules of that type.
Sometimes one must take two steps backwards and re-design some of the initial pit phases to reduce waste stripping or improve grades. Then one would run the schedules again until getting one that satisfies everyone.
Now that the schedule is complete, we can write up the Chapter 16 text up to page 15. We’re getting closer to the end.
5. Site Layout Design

With the pit tonnages and mining sequence from the schedule, the mine engineers can start to look at the site layout (waste dumps and haul roads). Normally the tailings engineers will be responsible for the tailings layout. However, if there is no tailings engineer on the PEA team, the mining engineer may look after this too.
First there is a need for a waste balance. This defines how much mined overburden or waste rock will be needed to build haulroads, laydown pads, and tailings dams. Then the remaining waste volume must be placed into waste dumps.
Hopefully the tailings engineers have finished their tailings dam construction sequence by this time to provide their rockfill needs (although unlikely if you only gave them the production schedule two days ago).
The geotechnical engineers will provide the waste dump design criteria; for example, 3:1 overall side slope using 15m high dump lifts. Ideally it is nice to have soil and foundation information beneath the waste dump sites, but at PEA stage most often this isn’t available. The dump locations are only being defined now.
The mining engineers will size the various waste dumps to their required capacity. Then they can lay out the mine haulroads from the pit ramps exits to the ore crusher, the ore stockpiles, and to each waste dump.
That’s it for the site layout input. Add another 2 pages to Chapter 16. Now the mining engineers can look at the mining equipment fleet.
6. Fleet Sizing and Mining Manpower
 The last task for the mine engineer in Chapter 16 is estimating the open pit equipment fleet and manpower needs. The capital and operating costs for the mining operation will also be calculated as part of this work, but the costs are only presented in Chapter 21.
The last task for the mine engineer in Chapter 16 is estimating the open pit equipment fleet and manpower needs. The capital and operating costs for the mining operation will also be calculated as part of this work, but the costs are only presented in Chapter 21.
The primary pieces of equipment are the haul trucks. They can range in size from 30 tonnes to 350 tonnes and anywhere in between.
Typically, the larger the equipment is, the lower the unit cost ($/t), especially in jurisdictions where labor costs are high. One doesn’t want a mine fleet with only 5 trucks nor one with 50 trucks. So where is the happy medium?
Once the schedule and site layout are complete, the mine engineers can run the truck haul cycles, in minutes. They need to estimate the time to drive from the pit face, up the ramp, to the waste dump, to the ore crusher, and return back into the mine. Cycle times determine the truck productivity, in tonnes per hour per truck and include the time to load the truck. Some destinations may have long cycle times (to a far off crusher) while others may be quick (to an adjacent waste dump).

The cycle time must be calculated for each material type going to each destination. As the pit deepens, the cycle times increase.
Very simplistically, if a 100 tonne truck has a 20 minute cycle time, it can do three cycles in an hour (300 tph). If one has to mine 10 million tonnes of ore per year, then that would require 33,300 truck hours. If a single truck provides 6500 operating hours per year, that activity would require a fleet of 5 trucks. The same calculation goes for waste.
The total trucking hours will vary year to year as waste stripping tonnages change or haul cycle times increase in deeper pits. The required truck fleet may vary year to year. Keeping haul distance short and haul cycles quick is the key to a lower cost mine.
The mine engineers undertake the productivity calculations for loading equipment to estimate annual operating hours, and the required shovel / loader fleet size.
 The support equipment needs (dozers, graders, pickups, mechanics trucks, etc.) are typically fixed. For example, 2 graders per year regardless if the annual tonnages mined fluctuate.
The support equipment needs (dozers, graders, pickups, mechanics trucks, etc.) are typically fixed. For example, 2 graders per year regardless if the annual tonnages mined fluctuate.
The support equipment needs are normally based on the mining engineer’s experience. Hence the benefit of actually working at a mine at some point in your career.
Blasting includes both the blasthole drilling activity and hole charging. The mining engineer estimates drill productivity and specifications based on the bench height, the expected rock mass quality, and the power factor (kg/t) need to properly demolish the rock.
Finally, the mine operation manpower is estimated based on all the equipment operating hours as well as the fixed number of personnel to support and supervise the mine.
This essentially concludes the mining information presented in Chapter 16 of a typical 43-101 open pit report.
Conclusion
 These two blog posts hopefully give an overview of some of the things that mining engineers do as part of their jobs. Hopefully the posts also shed light on the amount of work that goes into Chapter 16 of a 43-101 report. While that chapter may not seem that long compared to some of the others, a lot of the effort is behind the scenes.
These two blog posts hopefully give an overview of some of the things that mining engineers do as part of their jobs. Hopefully the posts also shed light on the amount of work that goes into Chapter 16 of a 43-101 report. While that chapter may not seem that long compared to some of the others, a lot of the effort is behind the scenes.

 On YouTube, there are also a lot of educational videos related to mining. Some of the same audio podcast episodes are also available on the YouTube platform. Given an option, I prefer the audio-only podcast format over YouTube.
On YouTube, there are also a lot of educational videos related to mining. Some of the same audio podcast episodes are also available on the YouTube platform. Given an option, I prefer the audio-only podcast format over YouTube. Pick and choose. One can’t listen to all the podcast episodes available or else you wouldn’t have time to do anything else in life. You would also become bored since much of it can be repetitive.
Pick and choose. One can’t listen to all the podcast episodes available or else you wouldn’t have time to do anything else in life. You would also become bored since much of it can be repetitive. Mining Stock Education (680 episodes)
Mining Stock Education (680 episodes)  Fresh Thinking by Optiro-Snowden (53 episodes) This podcast is hosted by Snowdon – Optiro consultants. They typically focus on resource modelling and grade reconciliation aspects. The episodes are fairly short (15 mins), which is nice. Although I am not a resource modeller, I can always learn more about the black art of resource modelling.
Fresh Thinking by Optiro-Snowden (53 episodes) This podcast is hosted by Snowdon – Optiro consultants. They typically focus on resource modelling and grade reconciliation aspects. The episodes are fairly short (15 mins), which is nice. Although I am not a resource modeller, I can always learn more about the black art of resource modelling. There is no shortage of material in the podcast world about the mining industry. It all depends on what interests you the most. There is even more mining information available on YouTube, if you have the time to sit and watch videos. Nevertheless the audio-only platform is great, although you don’t get to see the charts being discussed. That’s fine with me, particularly if they take a few seconds to describe the chart.
There is no shortage of material in the podcast world about the mining industry. It all depends on what interests you the most. There is even more mining information available on YouTube, if you have the time to sit and watch videos. Nevertheless the audio-only platform is great, although you don’t get to see the charts being discussed. That’s fine with me, particularly if they take a few seconds to describe the chart.
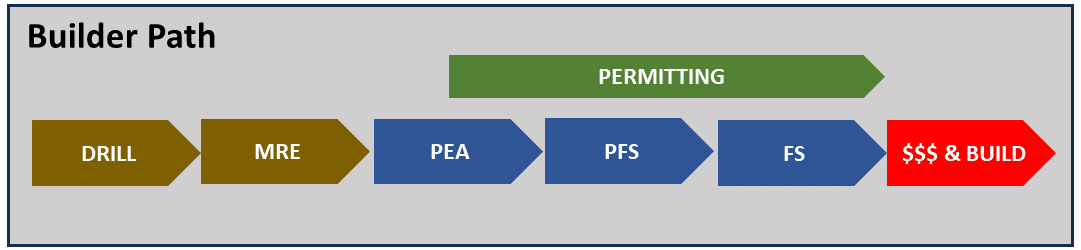





 If an engineer understands that a Mine Builder’s project will move from PEA to PFS to FS in rapid succession, then there is more incentive to ensure each study is somewhat integrated.
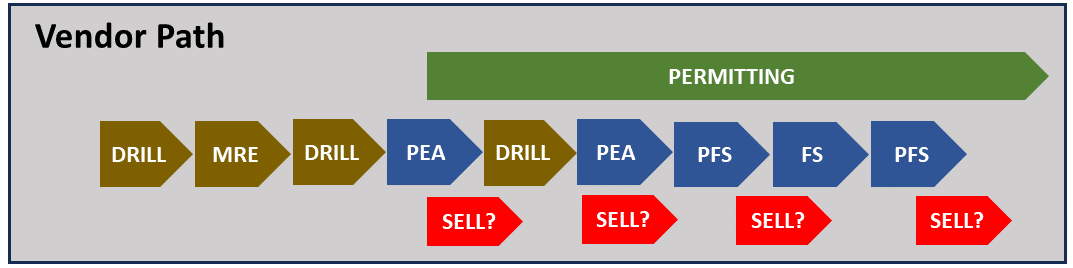
If an engineer understands that a Mine Builder’s project will move from PEA to PFS to FS in rapid succession, then there is more incentive to ensure each study is somewhat integrated. The objective of the Mine Vendor is to make the project attractive to potential buyers. There is less urgency in fast tracking detailed engineering and permitting.
The objective of the Mine Vendor is to make the project attractive to potential buyers. There is less urgency in fast tracking detailed engineering and permitting. As an engineer, it is helpful to understand the objectives of the project owner and then tailor the technical studies to meet those objectives. This does not mean low balling costs to make the study a promotional tool. It means focusing on what is important. It means recognizing the path, and what doesn’t need to be engineered in detail at this time. This may save the client time, money, and improve credibility in the long run.
As an engineer, it is helpful to understand the objectives of the project owner and then tailor the technical studies to meet those objectives. This does not mean low balling costs to make the study a promotional tool. It means focusing on what is important. It means recognizing the path, and what doesn’t need to be engineered in detail at this time. This may save the client time, money, and improve credibility in the long run. This post is just a brief discussion of mining project timelines. For those interested, there a few additional project timelines for curiosity purposes. Each path is unique because no two mining projects are the same. You can find these examples at this link “
This post is just a brief discussion of mining project timelines. For those interested, there a few additional project timelines for curiosity purposes. Each path is unique because no two mining projects are the same. You can find these examples at this link “
 This article is about the benefit of preparing (cutting) more geological cross-sections and the value they bring.
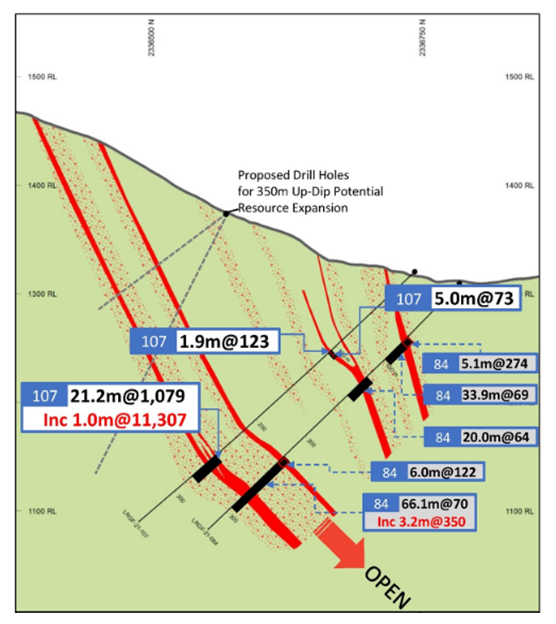
This article is about the benefit of preparing (cutting) more geological cross-sections and the value they bring.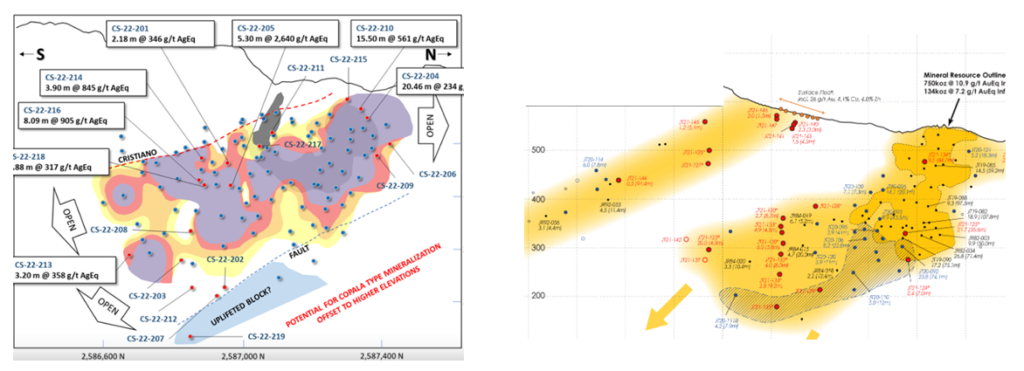 Long sections are aligned along the long axis of the deposit. They can be vertically oriented, although sometimes they may be tilted to follow the dip angle of an ore zone.
Long sections are aligned along the long axis of the deposit. They can be vertically oriented, although sometimes they may be tilted to follow the dip angle of an ore zone.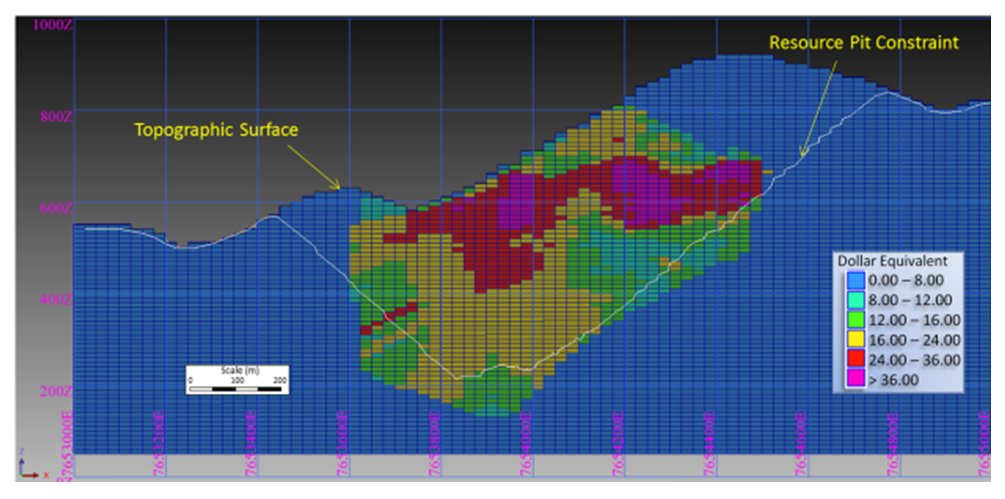 Cross-sections are generally the most popular geological sections seen in presentations. These are vertical slices aligned perpendicular to the strike of the orebody. They can show the ore zone interpretation, drill holes traces, assays, rock types, and/or color-coded resource block grades.
Cross-sections are generally the most popular geological sections seen in presentations. These are vertical slices aligned perpendicular to the strike of the orebody. They can show the ore zone interpretation, drill holes traces, assays, rock types, and/or color-coded resource block grades.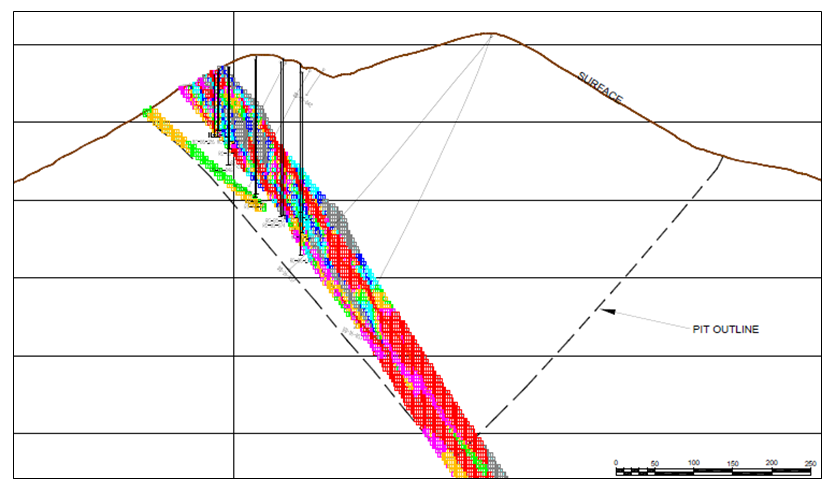 When looking at cross-sections, it is always important to look at multiple cross-sections across the orebody. Too often in reports one may be presented with the widest and juiciest ore zone, as if that was typical for the entire orebody. It likely is not typical.
When looking at cross-sections, it is always important to look at multiple cross-sections across the orebody. Too often in reports one may be presented with the widest and juiciest ore zone, as if that was typical for the entire orebody. It likely is not typical.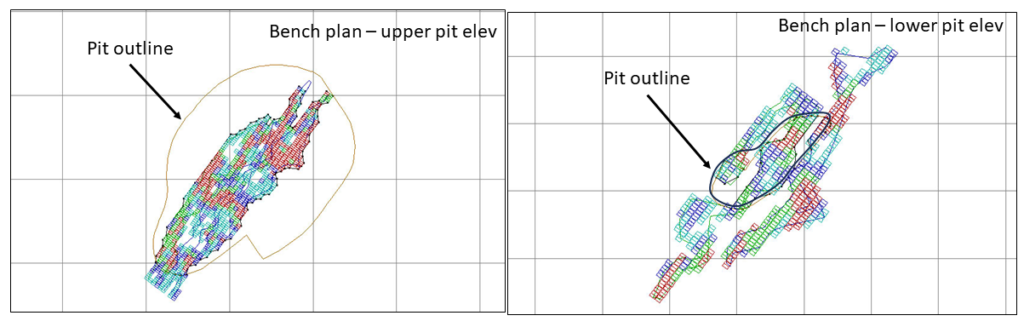 Bench plans (or level plans) are horizontal slices across the ore body at various elevations. In these sections one is looking down on the orebody from above.
Bench plans (or level plans) are horizontal slices across the ore body at various elevations. In these sections one is looking down on the orebody from above. 3D PDF files can be created by some of the geological software packages. They can export specific data of interest; for example topography, ore zone wireframes, underground workings, and block model information. These 3D files allows anyone to rotate an image, zoom in as needed and turn layers off and on.
3D PDF files can be created by some of the geological software packages. They can export specific data of interest; for example topography, ore zone wireframes, underground workings, and block model information. These 3D files allows anyone to rotate an image, zoom in as needed and turn layers off and on.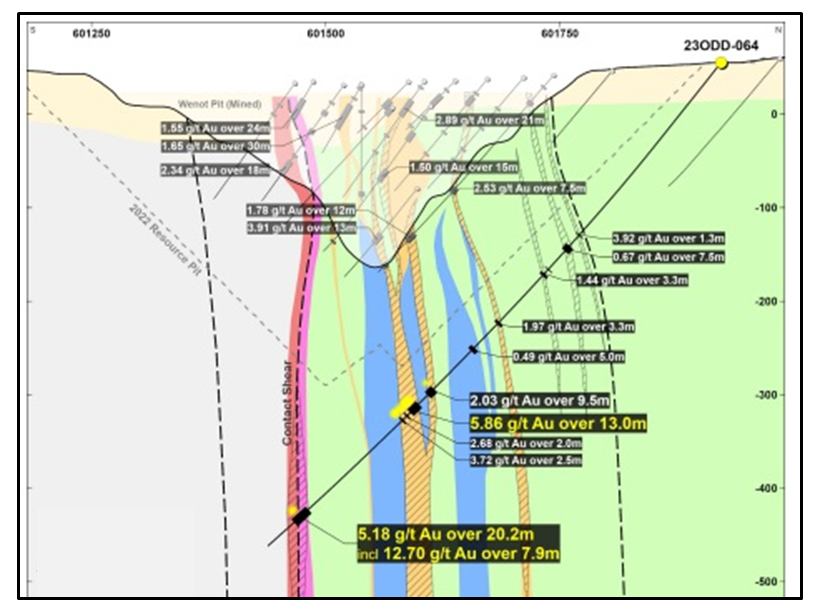 The different types of geological sections all provide useful information. Don’t focus only on cross-sections, and don’t focus only on one typical section. Create more sections at different orientations to help everyone understand better.
The different types of geological sections all provide useful information. Don’t focus only on cross-sections, and don’t focus only on one typical section. Create more sections at different orientations to help everyone understand better.
 When disclosing polymetallic drill results, many companies will convert the multiple metal grades into a single equivalent grade. I am not a big proponent of that approach.
When disclosing polymetallic drill results, many companies will convert the multiple metal grades into a single equivalent grade. I am not a big proponent of that approach. The three aspects that interest me the most when looking at early-stage drill results are:
The three aspects that interest me the most when looking at early-stage drill results are:
 The “NSR factor” would now be 85% x 85% or 75%. Therefore, if the breakeven cost is $14/t, then one should target to mine rock with an insitu value greater than $20/tonne (i.e. $14 / 0.75). This would be the approximate ore vs waste cutoff. It is still only ballpark estimate at this early stage, but good enough for this type of review.
The “NSR factor” would now be 85% x 85% or 75%. Therefore, if the breakeven cost is $14/t, then one should target to mine rock with an insitu value greater than $20/tonne (i.e. $14 / 0.75). This would be the approximate ore vs waste cutoff. It is still only ballpark estimate at this early stage, but good enough for this type of review.





 The primary question to be answered is whether one can mine safely and economically without creating significant impacts on the environment.
The primary question to be answered is whether one can mine safely and economically without creating significant impacts on the environment. Lake Turbidity: Dike construction will need to be done through the water column. Works such as dredging or dumping rock fill will create sediment plumes that can extend far beyond the dike. Is the area particularly sensitive to such turbidity disturbances, is there water current flow to carry away sediments?
Lake Turbidity: Dike construction will need to be done through the water column. Works such as dredging or dumping rock fill will create sediment plumes that can extend far beyond the dike. Is the area particularly sensitive to such turbidity disturbances, is there water current flow to carry away sediments?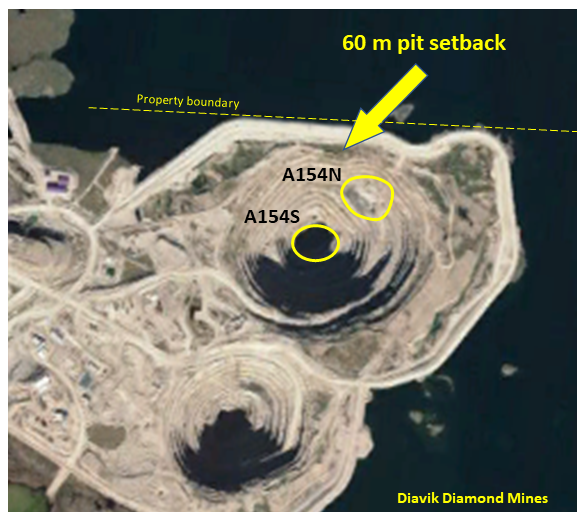 Pit wall setback: Given the size and depth of the open pit, how far must the dike be from the pit crest? Its nice to have 200 metre setback distance, but that may push the dike out into deeper water.
Pit wall setback: Given the size and depth of the open pit, how far must the dike be from the pit crest? Its nice to have 200 metre setback distance, but that may push the dike out into deeper water. Once the approximate location of the dike has been identified, the next step is to examine the design of the dike itself. Most of the issues to be considered relate to the geotechnical site conditions.
Once the approximate location of the dike has been identified, the next step is to examine the design of the dike itself. Most of the issues to be considered relate to the geotechnical site conditions. Each mine site is different, and that is what makes mining into water bodies a unique challenge. However many mine operators have done this successfully using various approaches to tackle the challenge.
Each mine site is different, and that is what makes mining into water bodies a unique challenge. However many mine operators have done this successfully using various approaches to tackle the challenge.










 NPV One is targeting to replace the typical Excel based cashflow model with an online cloud model. It reminds me of personal income tax software, where one simply inputs the income and expense information, and then the software takes over doing all the calculations and outputting the result.
NPV One is targeting to replace the typical Excel based cashflow model with an online cloud model. It reminds me of personal income tax software, where one simply inputs the income and expense information, and then the software takes over doing all the calculations and outputting the result. Pros
Pros Like anything, nothing is perfect and NPV may have a few issues for me.
Like anything, nothing is perfect and NPV may have a few issues for me. The NPV One software is an option for those wishing to standardize or simplify their financial modelling.
The NPV One software is an option for those wishing to standardize or simplify their financial modelling.
 We likely have all heard the statement that increasing pit wall angles will result in significant cost savings to the mining operation.
We likely have all heard the statement that increasing pit wall angles will result in significant cost savings to the mining operation. The results of applying the increased inter-ramp angle to each of the four pits is shown in the Bar Chart. Note that the waste reduction is not necessarily the same for each pit. It depends on the specific topography around each pit.
The results of applying the increased inter-ramp angle to each of the four pits is shown in the Bar Chart. Note that the waste reduction is not necessarily the same for each pit. It depends on the specific topography around each pit. In general one can typically see four positive outcomes from adopting steeper pit walls. They are as follows:
In general one can typically see four positive outcomes from adopting steeper pit walls. They are as follows: 4. Pit Crest Location: The steeper wall angles result in a shift in the final pit crest location. The Image shows the impact that the 5 degree steepening had on the crest location for one of the pits in this scenario.
4. Pit Crest Location: The steeper wall angles result in a shift in the final pit crest location. The Image shows the impact that the 5 degree steepening had on the crest location for one of the pits in this scenario. It is relatively easy to justify spending additional time and money on proper geotechnical investigations and geotechnical monitoring given the potential slope steepening benefits.
It is relatively easy to justify spending additional time and money on proper geotechnical investigations and geotechnical monitoring given the potential slope steepening benefits.

 I remember in the late fall of that year, the company had a chance to bid on a larger project in Gros Morne National Park, Newfoundland. So our President, Frank Nolan (he was a brother to Fred Nolan, the infamous land-owner at Oak Island, by the way), decided he wanted to see the site and he chartered a Bell 106 helicopter to fly us there from Deer Lake. It was December (they say “December month” in that province) and when we got close to the Park, we ran into a sudden snow squall.
I remember in the late fall of that year, the company had a chance to bid on a larger project in Gros Morne National Park, Newfoundland. So our President, Frank Nolan (he was a brother to Fred Nolan, the infamous land-owner at Oak Island, by the way), decided he wanted to see the site and he chartered a Bell 106 helicopter to fly us there from Deer Lake. It was December (they say “December month” in that province) and when we got close to the Park, we ran into a sudden snow squall. The QMM field office In Port Dauphin, Madagascar was located near the edge of town, and I typically walked from my lodging to the office each morning when I was there, about the time when school started for the children. Typically I passed dozens and dozens of tiny bamboo huts with corrugated metal roofs, and dirt floors each about 2 meters square.
The QMM field office In Port Dauphin, Madagascar was located near the edge of town, and I typically walked from my lodging to the office each morning when I was there, about the time when school started for the children. Typically I passed dozens and dozens of tiny bamboo huts with corrugated metal roofs, and dirt floors each about 2 meters square. It is one thing to briefly visit a remote project as part of a review team. It is another thing to be there as part of a design team trying to solve a problem and engineer a solution. I know of many engineers and geologists that would have similar work life experiences as part of their careers. However John has taken the initiative to write it all down.
It is one thing to briefly visit a remote project as part of a review team. It is another thing to be there as part of a design team trying to solve a problem and engineer a solution. I know of many engineers and geologists that would have similar work life experiences as part of their careers. However John has taken the initiative to write it all down.