This is Part 2 of my story about working at a potash mine in Saskatchewan. If you haven’t read Part 1, here is the link to it “Potash Stories from 3000 Feet Down – Part 1“. It’s best to read it first.

Flooded Russian Potash Mine
As mentioned in Part 1, water seepage and potential leaks were always an operational concern. There were essentially two main fears; (i) that a borer would tunnel into an unforeseen collapse zone (i.e. an ancient sink hole) or (ii) that long term deformations in the mine would result in cracking of the overlying protective salt layer resulting in water inflow.
Any time wet spots were seen on the roof, the mining engineers or geologists were called out to take a look.
Sometimes the wet area was due to pockets of interstitial moisture. Other times it might have just been oil from a blown hydraulic hose on the borer. Wet spots all look the same when covered in dust.
Water ingress was such a concern in that an unmined pillar of 100 ft. would be left around all exploration core holes. These 3,000 ft. holes were supposedly plugged after drilling but you could never be certain of that. Furthermore, you couldn’t be certain of their location at potash depth. Hence, we didn’t want to mine anywhere close to them.
The process plant also had several water injection wells whereby excess water was injected into geological formations deep below the potash level. We left a 700 ft. pillar around these injection wells.
Carnallite is a magnesium salt that we encountered in some areas of the mine. It was weaker than the halite, resulting in more rapid room closure and deteriorating ground conditions. It was also hydroscopic and could absorb moisture out of the air. Sometimes we would water the underground travel ways to mitigate dust issues. With the resulting high humidity sometimes the carnallite areas might start to drip water. This resulted in another call to the engineers to come out and investigate.
Working on a production crew brings new learnings.
My period as a production foreman was great. When first assigned to this role, I was less than enthusiastic but when it was over 6 months later, I appreciated the opportunity. As a production foreman, we had a crew of 15 to 20 people responsible for mining 9,500 tons over a 12 hour shift. There was one foreman in the underground dispatch room and one face foreman travelling around supervising the borers and inspecting conveyors.
Ore grade control was a key responsibility of both the borer operator and mine foreman. The goal for the borer operator was to cut the roof even with the top of the high grade potash bed. The goal for the foreman was to ensure the operator was maintaining his goal. However, when looking at the potash face all the beds generally looked the same, especially when they are dusty.

Feel the glow
One key distinction was that the middle low grade bed had a higher percentage of insol clays. It was used as a marker bed. You would take your hardhat lamp and run it down against the wall. In the upper high grade potash bed, the cap lamp would have a halo, not unlike like the glowing salt rock lamps you see in stores. In the marker bed the halo would disappear, like putting a lamp against a rock wall.
Thus using the lamp you could identify the top of the marker bed, which was supposed to be kept 3.5 to 4 ft. off the floor. If borer operators were consistently more than 12 “ inches off optimal level, they could be written up (i.e. reprimanded). This was one of my tasks as foreman and I always hated doing it.
Lasers were used to guide the borer in a straight line but the marker bed was used for vertical control. Nowadays the use of machine mounted ore grade monitors is an option. By the way, if you’re looking at a potash project, be aware of the grade units being reported. A previous blog discusses this “Potash Ore Grades – Check the Units”.
The underground conveyor network consisted of 32” conveyors, feeding onto 42” conveyors, feeding on to 48”or 54” conveyors. Typically the length of the larger conveyors was in the range of a mile (5,000-6,000 ft.). The conveyors were all roof mounted, allowing for easy clean up underneath. Roof mounting was critical. Even some of the 600 hp conveyor drive stations were roof mounted, structure and all.
Conveyors were the reason for my one and only safety incident.

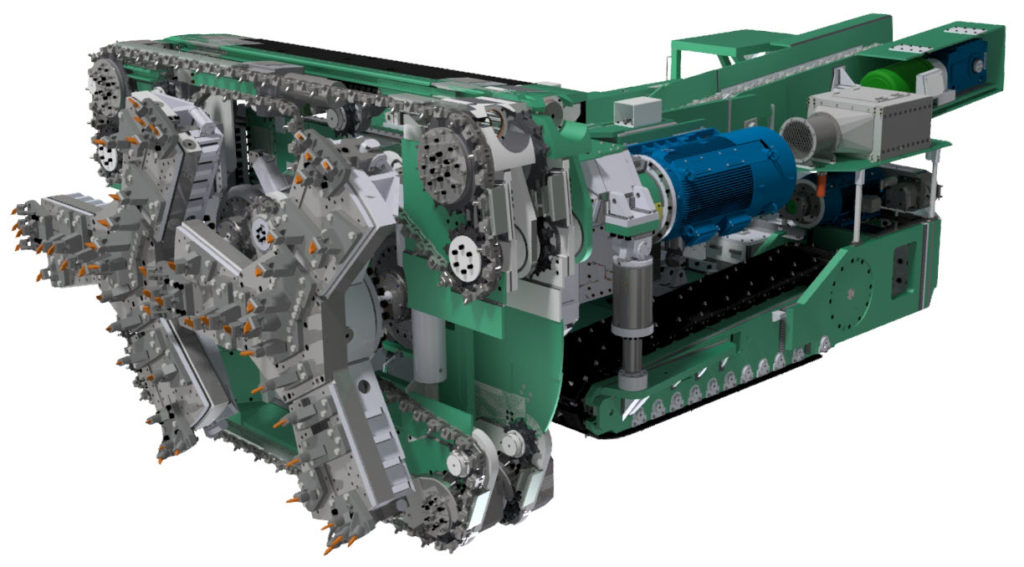
4-rotor borer side pass
First a little background. The underground ore storage capacity at K1 was about 3,000 tons. If the underground bins were filled anytime during a shift, the entire conveyor system would automatically trip off; all 10 miles of it. If you happened to have a mile long conveyor shut off while it was loaded to the brim with ore, good luck starting it up again.
If this happened, there were two choices. You could bring in the operators from the borers to start shovelling off the conveyor until it was unloaded enough to re-start. This option went over like a lead balloon with the crew.
The other not so great option was to use a scooptram to lift the belt counterweight up to reduce the belt tension. This allows the drive pulleys to start spinning. Then by lowering the counterweight back down perhaps the drives can inch the belt along. The idea being that possibly the momentum of the moving mass of potash would keep it moving. The downside is that you could break the belt. There was nothing worse than having to tell the cross shift they have both a stalled conveyor and a broken belt. Have a good shift people.
At 4 a.m. working as night shift face foreman, I knew the underground bins were nearing full. Driving along I saw that the mainline conveyor was full and spilling over the sides. A worst case conveyor shutdown was imminent. I called the dispatch office to ask why he hasn’t been shutting down borers and conveyors but there was no answer.
After several unanswered calls I started to hustle back to dispatch. I remember driving alongside the conveyor thinking “don’t shut off, don’t shut off”. Just then a heavy duty service vehicle pulled out of a cross-cut and I plowed right into it. I wasn’t going very fast (~20 km), but when a Toyota Land Cruiser hits a steel plate truck, the Toyota is the loser. The front end crumpled, and I later was told that there was major frame damage.
I’m not sure why the other driver didn’t see my lights. I’m also certain his lights were not on. Nevertheless, I did get written up for this incident with a reprimand for my personnel file. The reprimander had become the reprimandee. I still insist that the incident wasn’t my fault.
The Land Cruiser laid around the shaft for a few days until it could be hoisted up to surface. Everyone coming on shift got to see it . Once it was hoisted up, it laid outside the headframe for a few more days for all the surface workers to see. Ultimately, this incident resulted in the underground miners giving me the nickname “Crash”.
This is where I’ll end the potash story.
Conclusion
Saskatchewan potash is a unique mining situation. It has its own history and mining method. The people are great and it’s a great place to learn the difference between engineering school and real life.

Mine Engineering Dream Team
By the way, I also learned that small town Saskatchewan loves their senior hockey league (20-30 year age range). The local towns compete all winter; sometimes combatively. It was Esterhazy vs. Langenburg vs. Whitewood vs. Rocanville vs. Stockholm vs. Moosomin.
One of the first questions asked in my job interview at Mosaic was if I played hockey. You see, the ideal candidate for the job would have been an ex-NHL player, preferably an enforcer, who is also a mining engineer. Gotta stack the local team.
If you enjoy reading these types of stories about working as an engineer, there is an entire book on the subject, written by a former colleague of mine. You can learn a bit more about this civil engineer’s experiences working around the global at this link “Life as an Engineer – Read All About It”
Note: You can sign up for the KJK mailing list to get notified when new blogs are posted. Follow me on Twitter at @KJKLtd for updates and insights.


 The primary question to be answered is whether one can mine safely and economically without creating significant impacts on the environment.
The primary question to be answered is whether one can mine safely and economically without creating significant impacts on the environment. Lake Turbidity: Dike construction will need to be done through the water column. Works such as dredging or dumping rock fill will create sediment plumes that can extend far beyond the dike. Is the area particularly sensitive to such turbidity disturbances, is there water current flow to carry away sediments?
Lake Turbidity: Dike construction will need to be done through the water column. Works such as dredging or dumping rock fill will create sediment plumes that can extend far beyond the dike. Is the area particularly sensitive to such turbidity disturbances, is there water current flow to carry away sediments?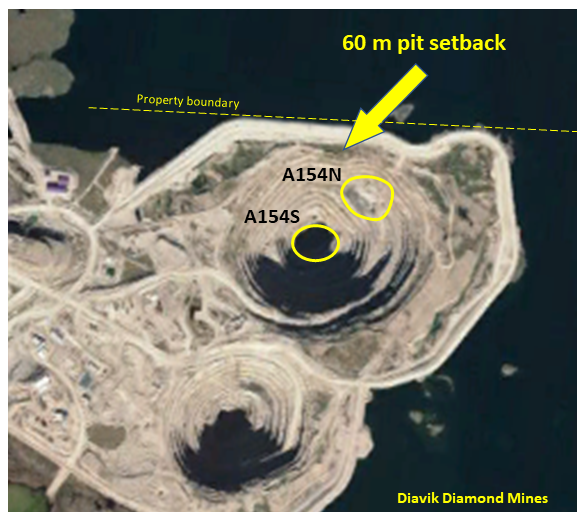 Pit wall setback: Given the size and depth of the open pit, how far must the dike be from the pit crest? Its nice to have 200 metre setback distance, but that may push the dike out into deeper water.
Pit wall setback: Given the size and depth of the open pit, how far must the dike be from the pit crest? Its nice to have 200 metre setback distance, but that may push the dike out into deeper water. Once the approximate location of the dike has been identified, the next step is to examine the design of the dike itself. Most of the issues to be considered relate to the geotechnical site conditions.
Once the approximate location of the dike has been identified, the next step is to examine the design of the dike itself. Most of the issues to be considered relate to the geotechnical site conditions. Each mine site is different, and that is what makes mining into water bodies a unique challenge. However many mine operators have done this successfully using various approaches to tackle the challenge.
Each mine site is different, and that is what makes mining into water bodies a unique challenge. However many mine operators have done this successfully using various approaches to tackle the challenge.












 We likely have all heard the statement that increasing pit wall angles will result in significant cost savings to the mining operation.
We likely have all heard the statement that increasing pit wall angles will result in significant cost savings to the mining operation. The results of applying the increased inter-ramp angle to each of the four pits is shown in the Bar Chart. Note that the waste reduction is not necessarily the same for each pit. It depends on the specific topography around each pit.
The results of applying the increased inter-ramp angle to each of the four pits is shown in the Bar Chart. Note that the waste reduction is not necessarily the same for each pit. It depends on the specific topography around each pit. In general one can typically see four positive outcomes from adopting steeper pit walls. They are as follows:
In general one can typically see four positive outcomes from adopting steeper pit walls. They are as follows: 4. Pit Crest Location: The steeper wall angles result in a shift in the final pit crest location. The Image shows the impact that the 5 degree steepening had on the crest location for one of the pits in this scenario.
4. Pit Crest Location: The steeper wall angles result in a shift in the final pit crest location. The Image shows the impact that the 5 degree steepening had on the crest location for one of the pits in this scenario. It is relatively easy to justify spending additional time and money on proper geotechnical investigations and geotechnical monitoring given the potential slope steepening benefits.
It is relatively easy to justify spending additional time and money on proper geotechnical investigations and geotechnical monitoring given the potential slope steepening benefits.
 This game is part of a coal-mining game trilogy created by Thomas Spitzer in Germany. The players take the role of farmers with opportunities to exploit the presence of coal in the Ruhr region of Germany. During the game, players acquire knowledge about coal, extend their farms, and dig deeper in the ground to extract more coal.
This game is part of a coal-mining game trilogy created by Thomas Spitzer in Germany. The players take the role of farmers with opportunities to exploit the presence of coal in the Ruhr region of Germany. During the game, players acquire knowledge about coal, extend their farms, and dig deeper in the ground to extract more coal. In the second game of Spitzer’s trilogy, you are still in the Ruhr region in the 18th century, at the beginning of the industrial revolution. The Ruhr river presented a transportation route from the coal mines. However, the Ruhr was filled with obstacles and large dams, making it incredibly difficult to navigate.
In the second game of Spitzer’s trilogy, you are still in the Ruhr region in the 18th century, at the beginning of the industrial revolution. The Ruhr river presented a transportation route from the coal mines. However, the Ruhr was filled with obstacles and large dams, making it incredibly difficult to navigate. This game may still be in German text only. Players are the administrator of a coal mine, and experience competition while living through a piece of Ruhr Valley history.
This game may still be in German text only. Players are the administrator of a coal mine, and experience competition while living through a piece of Ruhr Valley history. This game takes on a more negative view of the mining industry. It is described as “A bold take on the economics in the brutal industry that is asbestos.” The game players assume the role of a global asbestos company.
This game takes on a more negative view of the mining industry. It is described as “A bold take on the economics in the brutal industry that is asbestos.” The game players assume the role of a global asbestos company. In 1983 my brother, at the age of 10, got his Commodore 64 computer and was eagerly learning to program in BASIC. He was always looking for ideas on what he could write programs about. I had graduated from McGill in Mining Engineering a few years earlier, so I suggested he write a simple computer game about mining as his project.
In 1983 my brother, at the age of 10, got his Commodore 64 computer and was eagerly learning to program in BASIC. He was always looking for ideas on what he could write programs about. I had graduated from McGill in Mining Engineering a few years earlier, so I suggested he write a simple computer game about mining as his project. Over the last few months I decided to learn VBA (Visual Basic for Applications). VBA is a programming language the works with Microsoft Office products, mainly Excel.
Over the last few months I decided to learn VBA (Visual Basic for Applications). VBA is a programming language the works with Microsoft Office products, mainly Excel.
 Overburden is a generalized termed used to describe unconsolidated material encountered at a mine. It can consist of gravels, sands, silts, and clays and combinations of each. Usually overburden is not given much focus in many mining studies. Very often, the overburden as a unit, is not adequately characterized.
Overburden is a generalized termed used to describe unconsolidated material encountered at a mine. It can consist of gravels, sands, silts, and clays and combinations of each. Usually overburden is not given much focus in many mining studies. Very often, the overburden as a unit, is not adequately characterized. These are the clays most people are familiar with, i.e. a sedimentary deposit of very fine particles that have settled in a calm body of water. Normally consolidated clays are generally not a problem, other than having a high moisture content. As such, they can be very sticky in loader buckets, truck boxes, and when feeding crushers.
These are the clays most people are familiar with, i.e. a sedimentary deposit of very fine particles that have settled in a calm body of water. Normally consolidated clays are generally not a problem, other than having a high moisture content. As such, they can be very sticky in loader buckets, truck boxes, and when feeding crushers.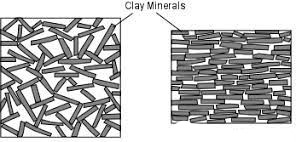 Clays in general consist of very fine plate like particles, as shown in this sketch. In over-consolidated clays, these particles have been flattened and tightly compressed as in the right image. The result is that the clay may be dense, have a good cross bedding shear strength, but very low shear strength along the plates. This characteristic is analogous to the lubricating properties of graphite, which is facilitated by sliding along graphite plates.
Clays in general consist of very fine plate like particles, as shown in this sketch. In over-consolidated clays, these particles have been flattened and tightly compressed as in the right image. The result is that the clay may be dense, have a good cross bedding shear strength, but very low shear strength along the plates. This characteristic is analogous to the lubricating properties of graphite, which is facilitated by sliding along graphite plates. My experience with sensitive clays was at the former BHP bauxite mining operations along the northern coast of Suriname. There were Demerara clay channels up to 20m thick over top of many of their open pits. The bucketwheel excavators used for waste stripping would trigger the quick clay slope failures, sometimes resulting in the crawler tracks being buried and unfortunately also causing some worker fatalities.
My experience with sensitive clays was at the former BHP bauxite mining operations along the northern coast of Suriname. There were Demerara clay channels up to 20m thick over top of many of their open pits. The bucketwheel excavators used for waste stripping would trigger the quick clay slope failures, sometimes resulting in the crawler tracks being buried and unfortunately also causing some worker fatalities. I recall walking up towards a bucketwheel digging face as the machine quietly churned away. About 70 metres from the machine, we would see cracks quietly opening all around us as the ground mass was starting to initiate its flow towards the machine. Most times the bucketwheel could just sit there and dig. Instead of the machine having to advance toward the face, the face would advance towards the machine.
I recall walking up towards a bucketwheel digging face as the machine quietly churned away. About 70 metres from the machine, we would see cracks quietly opening all around us as the ground mass was starting to initiate its flow towards the machine. Most times the bucketwheel could just sit there and dig. Instead of the machine having to advance toward the face, the face would advance towards the machine. The formation of the diamond deposits in northern Canada often involved the explosive eruption of kimberlite pipes under bodies of water. The lakebed muds and expelled kimberlite by the eruption would collapse back into the crater, resulting in a mix of mud and kimberlite (yellow zones in the image). This muddy kimberlite could be soft, weak, and difficult to mine with underground methods.
The formation of the diamond deposits in northern Canada often involved the explosive eruption of kimberlite pipes under bodies of water. The lakebed muds and expelled kimberlite by the eruption would collapse back into the crater, resulting in a mix of mud and kimberlite (yellow zones in the image). This muddy kimberlite could be soft, weak, and difficult to mine with underground methods. At many tropical mining operations (west African gold projects for example) the upper bedrock has undergone weathering, resulting in the fresh rock being decomposed into saprolite. This clay-rich material can exceed 50 metres in thickness, can be fairly soft and diggable without blasting. This is an obvious mining cost benefit.
At many tropical mining operations (west African gold projects for example) the upper bedrock has undergone weathering, resulting in the fresh rock being decomposed into saprolite. This clay-rich material can exceed 50 metres in thickness, can be fairly soft and diggable without blasting. This is an obvious mining cost benefit. Compacted clay fill can also be used as a pond liner material for water retention ponds.
Compacted clay fill can also be used as a pond liner material for water retention ponds.
 Mining has been a part of my life for as long as I can remember. Being born in Sudbury, many of my family members have been, or are currently involved, in mining through a variety of occupations, including my father who I idolized. However, I never knew my true interest in the industry until my 11th-grade technology class. I had a teacher who was passionate about the mining industry, and he created a project that involved developing a very basic mine design.
Mining has been a part of my life for as long as I can remember. Being born in Sudbury, many of my family members have been, or are currently involved, in mining through a variety of occupations, including my father who I idolized. However, I never knew my true interest in the industry until my 11th-grade technology class. I had a teacher who was passionate about the mining industry, and he created a project that involved developing a very basic mine design. Before my first year of university, I had a summer job tramming at Macassa Mine in Kirkland Lake Ontario, which has been in production since 1933. My mentality was to get the boots on the ground and get the job done, whatever it took (with proper safety precautions of course). Using rail systems, dumping ore cars manually, jackleg drilling, etc. gave me the perspective that mining was archaic, mining was rough, and mining was only about the ounces.
Before my first year of university, I had a summer job tramming at Macassa Mine in Kirkland Lake Ontario, which has been in production since 1933. My mentality was to get the boots on the ground and get the job done, whatever it took (with proper safety precautions of course). Using rail systems, dumping ore cars manually, jackleg drilling, etc. gave me the perspective that mining was archaic, mining was rough, and mining was only about the ounces. To change the negative view around mining, I believe the main focal point should be electric equipment and the ability for remote operation/work. With all this newly developed technology at our fingertips, I know that future operations will be safer and more sustainable, which should be better portrayed.
To change the negative view around mining, I believe the main focal point should be electric equipment and the ability for remote operation/work. With all this newly developed technology at our fingertips, I know that future operations will be safer and more sustainable, which should be better portrayed. Even creating a mining simulation video game where you can run through a story of being a manager, excavator/scoop operator, truck driver, etc. would get the thought of mining brought into the coming generations at a younger age. This would increase the talent pool from the more typical operator because more and more youth are getting skilled at remote operation through video games due to their increased screen time.
Even creating a mining simulation video game where you can run through a story of being a manager, excavator/scoop operator, truck driver, etc. would get the thought of mining brought into the coming generations at a younger age. This would increase the talent pool from the more typical operator because more and more youth are getting skilled at remote operation through video games due to their increased screen time. People get comfortable and people are afraid to leave home, so selling a career that allows for boundless flexibility in job tasks and constant stimulation while living wherever you desire could allow a shrinkage in the current technical gap.
People get comfortable and people are afraid to leave home, so selling a career that allows for boundless flexibility in job tasks and constant stimulation while living wherever you desire could allow a shrinkage in the current technical gap. So do I think the mining industry is archaic…. not anymore.
So do I think the mining industry is archaic…. not anymore. Firstly, I would like to thank this engineer for taking time to write out his well formed thoughts, and for allowing me to share them.
Firstly, I would like to thank this engineer for taking time to write out his well formed thoughts, and for allowing me to share them.





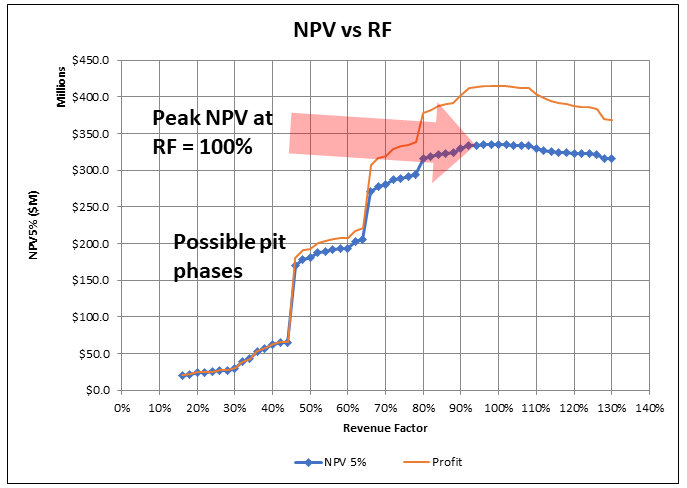 Often in 43-101 technical reports, when it comes to pit optimization, one is presented with the basic “NPV vs Revenue Factor (RF)” curve. That’s it.
Often in 43-101 technical reports, when it comes to pit optimization, one is presented with the basic “NPV vs Revenue Factor (RF)” curve. That’s it.
 Pit optimization is a approximation process, as I outlined in a prior post titled “
Pit optimization is a approximation process, as I outlined in a prior post titled “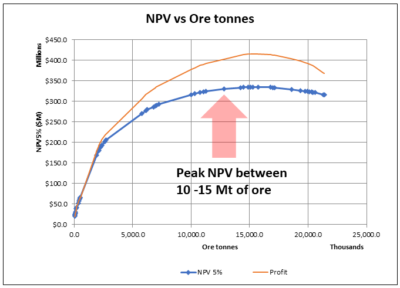







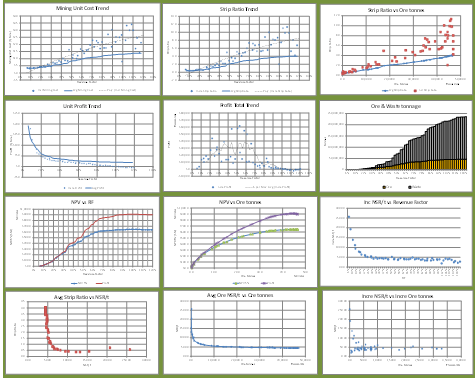 It’s always a good idea to drill down deeper into the optimization output data, even if you don’t intend to present that analysis in a final report. It will help develop an understanding of the nature of the orebody.
It’s always a good idea to drill down deeper into the optimization output data, even if you don’t intend to present that analysis in a final report. It will help develop an understanding of the nature of the orebody.


 Potash is termed a plastic rock, in that it will deform slowly under stress. Hard rock will build up stresses and erupt violently in a “rock burst”. Potash will go with the flow and deform. Pillars will compress vertically and expand horizontally. Room heights can decrease over time as much as 6 inches over several weeks in higher stress areas.
Potash is termed a plastic rock, in that it will deform slowly under stress. Hard rock will build up stresses and erupt violently in a “rock burst”. Potash will go with the flow and deform. Pillars will compress vertically and expand horizontally. Room heights can decrease over time as much as 6 inches over several weeks in higher stress areas. For a year or so, I also worked as a production foreman. It was an interesting role. How does a young mining engineer four years out of school tell guys working underground for 20 years what they need to do?
For a year or so, I also worked as a production foreman. It was an interesting role. How does a young mining engineer four years out of school tell guys working underground for 20 years what they need to do?